







|
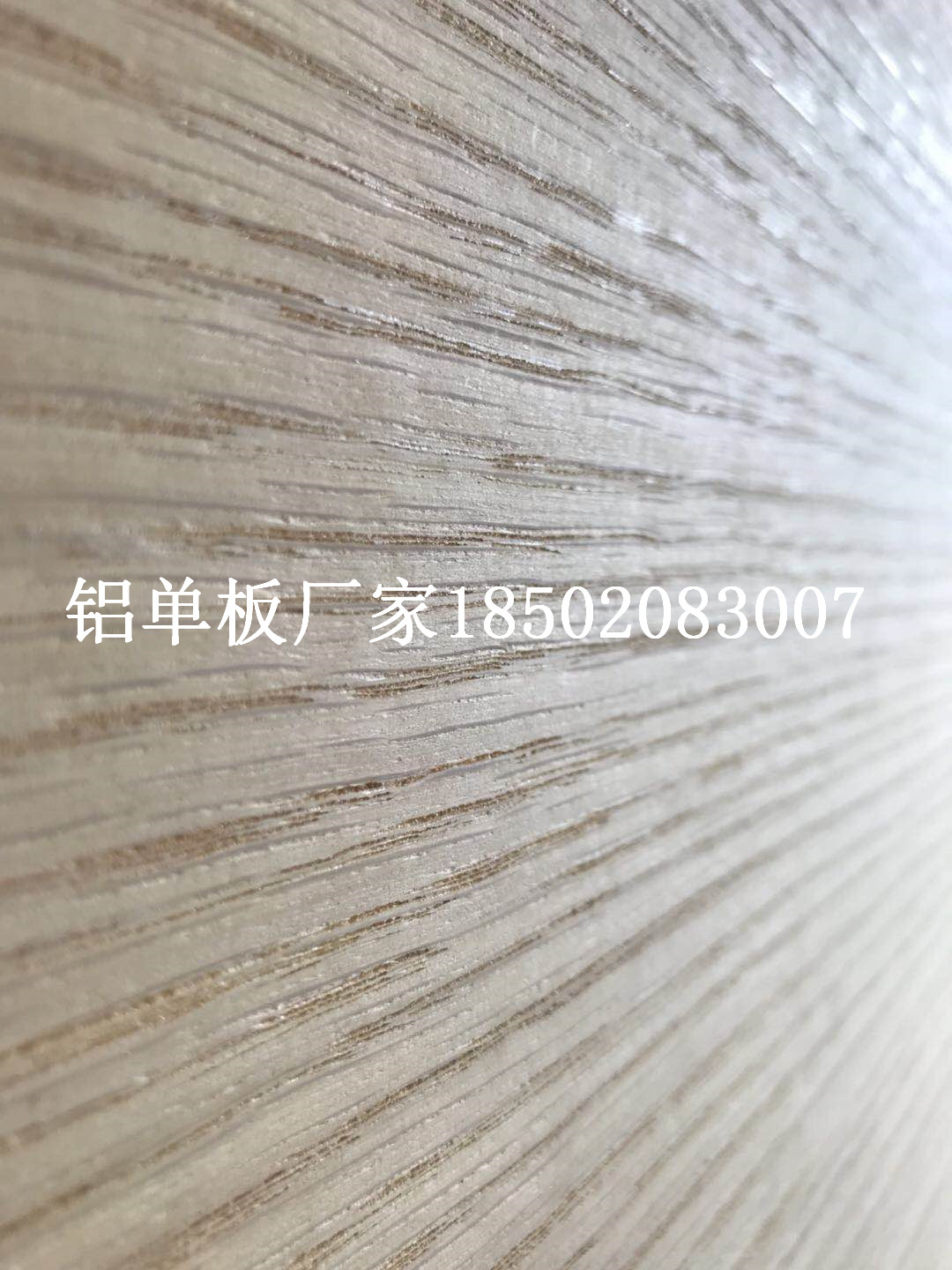
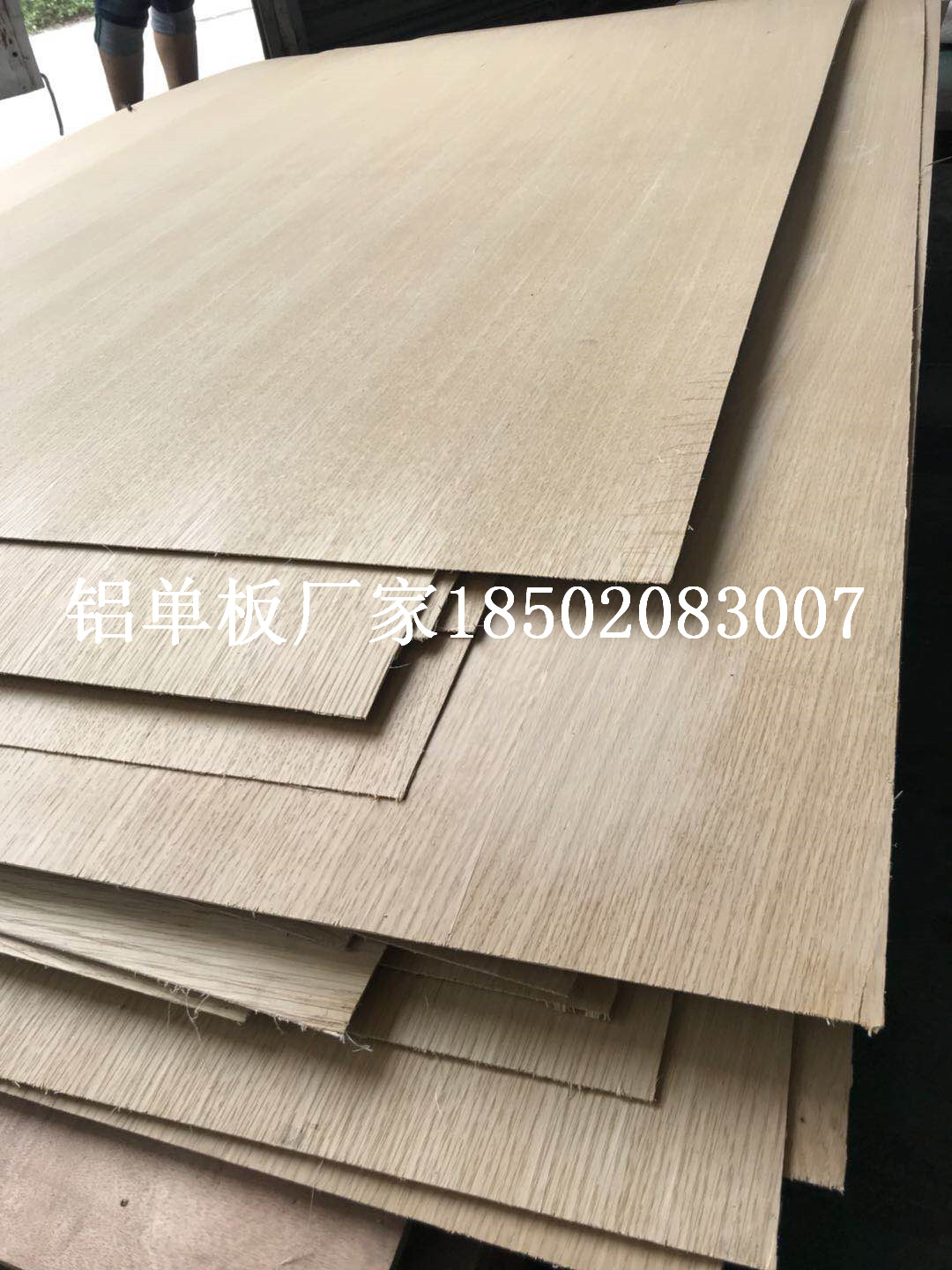
0.2-0.6木皮鋁單板 0.2-0.6木皮鋁單板特點: 天然木皮鋁單板采用特殊工藝將0.3-0.6mm的天然木皮與鋁單板復合,擁有木材天然裝飾質(zhì)感的同時不會對人體和環(huán)境產(chǎn)生任何危害,且可回收利用。其防火等級達可達A2級,作為公共場所常用的建筑裝飾材料保證其使用安全。天然木皮鋁單板可加工成表面針孔狀并配以吸音紙達到良好的吸聲降噪效果。
聯(lián)系熱線: 13692183520 |


0.2-0.6木皮鋁單板
天然木皮鋁單板采用特殊工藝將0.3-0.6mm的天然木皮與鋁單板復合,擁有木材天然裝飾質(zhì)感的同時不會對人體和環(huán)境產(chǎn)生任何危害,且可回收利用。其防火等級達可達A2級,作為公共場所常用的建筑裝飾材料保證其使用安全。天然木皮鋁單板可加工成表面針孔狀并配以吸音紙達到良好的吸聲降噪效果。
前處理: 表面去油去污水洗→堿洗(脫脂)→水洗→酸洗→水洗→鉻化處理→水洗→純水洗。
包覆:將天然木皮通過自動包覆設(shè)備粘結(jié)至鋁單板表面。
噴涂: 噴底漆→流平→噴面漆→流平→噴罩光漆→流平→固化→質(zhì)檢→包裝。

前處理工藝:
前處理是使鋁單板在包覆天然木皮前經(jīng)過去油去污及化學處理, 以產(chǎn)生鉻化膜, 增加天然木皮和鋁單板表面的結(jié)合力。
鉻化處理方法包括兩個步驟: ①在含鉻的槽中浸漬;②形成的鉻酸鹽膜燒結(jié)。
當使用化學脫脂時, 應注意不要使用苛性的脫脂劑。可以采用熱堿溶液進行浸漬或噴淋脫脂處理。堿溶液溫度為600℃, 濃度50g/L, 時間3~5min。
鉻酸鹽液的組成: 硫酸鉻2g/kg 槽液; 重鉻酸鉀147g/kg 槽液; 氫氧化鈉79g/ kg 槽液; 水772g/kg槽溶液。
經(jīng)過脫脂和預處理的鋁單板手直接接觸其表面, 在預處理之后操作人員都要帶上棉布手套操作。
天然木皮包覆工藝:
采用自動化包覆設(shè)備將天然木皮通過雙組份膠黏劑經(jīng)高溫粘結(jié)至鋁單板表面。
選材:優(yōu)質(zhì)天然木皮、高溫固化雙組份膠黏劑。
天然木皮粘結(jié)面應具有一層轉(zhuǎn)化薄膜,以增強天然木皮與鋁單板的粘結(jié)力;還需具有良好的柔韌性,以保證包覆后轉(zhuǎn)角處不開裂。
高溫固化雙組份黏劑為進口產(chǎn)品,粘接力強,能使天然木皮與鋁單板不脫離。
天然木皮包覆設(shè)備為進口先進的全自動包覆生產(chǎn)線,擁有自動噴膠系統(tǒng)、溫度控制系統(tǒng)、檢測系統(tǒng)等等,生產(chǎn)的產(chǎn)品質(zhì)量非常穩(wěn)定。


噴涂工藝:
底漆噴涂: 底漆涂層的作用是提高涂層抗?jié)B透能力, 增強對底材的保護, 穩(wěn)定鋁單板表面層, 加強面漆與鋁單板表面的附著力, 保證面漆涂層的顏色均勻性。底漆層厚度一般為5~10um。
面漆噴涂: 面漆涂層是提供鋁單板所需要的裝飾顏色, 保護鋁型材方通表面不受外界環(huán)境大氣、酸雨、污染物的侵蝕, 防止紫外線穿透, 增強抗老化能力。面漆層厚度一般為23~30um。噴涂面漆層之前, 底漆涂層應被烘干, 并且噴涂時工件溫度不超過50℃ 。如果在太熱的工件上噴涂會使涂層表面粗糙。
罩光漆噴涂: 罩光漆涂層也稱清漆涂層, 主要目的是更有效地增強漆層抗外界侵蝕能力, 保護面漆涂層, 增加面漆色彩的光澤, 外觀更加顏色鮮明, 涂層厚度一般為5~10um。三噴涂層總厚度一般為40~60um, 特殊需要的可以加厚。
| 上一主題:包柱鋁單板 | 下一主題:寶龍學校鋁單板 |




